Welding Stainless Steel - Austenitic Alloys

Additions of chromium (12% min) to steels promote a beneficial increase in corrosion resistance not seen in structural steels (S275, S355), C-Mn Steels or others. There are five common types of stainless steel, Austenitic (ᵧ), Ferritic (ᵟ), Austenitic / Ferritic, Martensitic and precipitation hardened alloys.
This blog will focus on welding austenitic grades, 304, 316, 321 and 347 and the issue’s witnessed during welding.
Issues when welding (ᵧ) stainless steel
- Purging
- Sensitization
- Hot cracking
As many people understand the weld pool needs protection from the atmosphere via a shielding gas. When welding stainless steel pipes or plates in a full penetration set-up, a backing gas is required. This process is known as purging. The idea is to purge a weld joint with an inert gas (argon) and remove any oxygen that maybe present. If increasing levels of oxygen build up during welding, visually the welder and inspector may see a change of colour or “hint tint”. If the colour becomes black and dark in appearance this has a detrimental effect to stainless steels corrosion resistance properties!
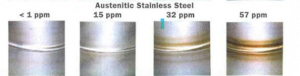
Figure 1 - Oxygen Contamination - Heat Tint
If a stainless-steel weld is created with excessive heat inputs, whereas the cooling rate is slow between 900 – 425°C, chromium migrates to the grain boundaries to form chromium carbide precipitates. The chromium levels are therefore lower in the interior grain. Remember stainless steel is only stainless at levels of chromium above 12 %! We are therefore creating a situation whereas the alloy will corrode. This failure mechanism is common in the heat effect zone. This can be avoided by,
- Using low carbon content stainless steels (304L)
- Stabilized grades with additions of niobium or titanium (321, 347)
- PWHT at 1000°C followed by a rapid quench.
If contaminates such as Sulphur are present in the weld joint, then cracking can become an issue. Austenitic alloys have a lower solubility limit of Sulphur (think salt or sugar in water), it gets rejected out of the solidifying weld and creates a line weakness between two grains. As a liquid does not have intrinsic strength, the tensile forces induced as a weld cools creates a crack. How do you avoid this?
- Additions of ferrite in the weld metal of approximately 4-12% have higher solubility limits for Sulphur, and this prevents cracking.
To keep up do date with all things WDC please follow us on LinkedIn
Browse our website to learn more about our flexible and expert services, from consultancy, NDT and welder training and coding.