Titanium and Titanium Weldability

Basic Characteristics
Titanium (Ti) is a lightweight metal with a density of 4.5g/cm3, which is only 50–60% the density of steel or nickel-based super-alloys. The melting point of Ti is high, at 1678°C, with common industrial applications ranging from room temperature to upwards of 600°C. Chemical resistance is superior to that of stainless steel in most applicable conditions.
The material’s high strength-to-weight ratio allow titanium and its alloys to be useful in areas of high-performance and speciality applications.
Weldability of Titanium
The melting point of titanium (1668°C) is slightly higher than that of steel (1536°C), but the thermal conductivity is much lower. Therefore titanium is an easier metal to melt than steel.
Several processes are commonly used for Ti joining, GTAW, GMAW, PAW, LBW and EBW. In general, welding conditions, including current, time, etc. are similar to the technique used on stainless steels of similar thickness.
Preparation for Welding
Surfaces and consumables should be cleaned with acetone beforehand. Inspect surfaces to insure that there are no crevices and excessive roughness, or any areas that could potentially trap impurities and cleaning solutions, pre-heating parts can be done using a hot-air gun, heat lamp, or infrared heater for eliminating any surface moisture.
Exposure to Oxygen during Welding
Titanium is a reactive metal with strong affinity to elements such as oxygen, nitrogen, and hydrogen found in the air.
Too high of an oxygen content in the finished weld could lead to an increase in hardness leading to an increase in embrittlement.
All welding of titanium must be performed under a dry and inert atmosphere, usually consisting of argon, helium, or a mixture. Flow rate of inert gases should be controlled to a level as to ensure adequate shielding but not cause any turbulence.
Shielding of the weld zone and cleanliness in the welding process are crucial in maintaining the integrity of the final product. Under these principles, welding is best performed in a chamber, or with trailing and reverse side shielding when performed in the open. Cooling zones should continue to be shielded until temperatures are below 400°C to minimise oxidation.
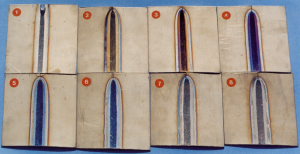
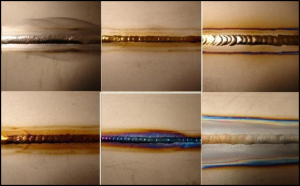
A gold colour indicates proper protection until below 540°C, and although the properties of this weldment may be acceptable, a wire brush can still be used to remove the oxide layer. A blue hue shows that oxidation occurred after solidification, A chalk white appearance means that oxidation occurred while the metal was still liquid, and these weldments must be scrapped or removed. Lastly, discoloration is indicative of impurities in torch or shielding gas or insufficient cleaning of the heat-affected zone, which should be corrected. An ideal joint has a shiny silver colour (see above images).
| Colour | Interpretation |
| Silver | Correct shielding, satisfactory |
| Light straw | Slight contamination but acceptable |
| Dark straw | Slight contamination but acceptable |
| Dark blue | Heavier contamination, may be acceptable depending on service |
| Light blue | Heavy contamination, unlikely to be acceptable |
| Grey blue | Very heavy contamination, unacceptable |
| Grey | Very heavy contamination, unacceptable |
| White | Very heavy contamination, unacceptable |